焼入れによる変寸や歪を考慮した総合熱処理加工
新羽金属工業株式会社
特級金属熱処理在籍
選ばれる理由
新羽金属の特徴
品質管理/環境への取り組み
熱処理加工
真空焼入れ
真空浸炭焼入れ
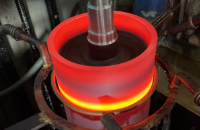
高周波焼入れ
ソルト焼入れ
窒化処理
ショットブラスト
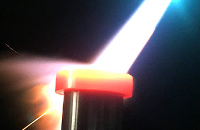
フレームハード
会社案内
各専門業者紹介
求人情報
見積書最短1日でご送付
見積もり・問い合わせ
【受付】9:00-18:00 (土日定休)
作業現場を公開中
Blog
カテゴリを選択する
2017.02.25
2016.11.26
2016.11.02
2016.09.15
2016.09.13
2016.09.12
2016.09.08
2016.09.02
2016.09.01