








Blog
Blog
公開日:2025.05.09
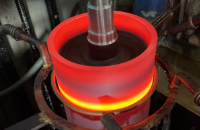
高周波焼入れ(誘導加熱焼入れ)におけるコイルとワーク(被加工物)との隙間は、加熱効率や焼入れの深さ・均一性に大きな影響を与える重要な要素です。
コイルとワークの隙間:
通常は1〜5mm程度が一般的です。ただし、これはワークのサイズ・形状・材質・周波数・出力条件に依存します。
■狭すぎる場合(1mm未満)
加熱効率は高いが、局所過熱やショートのリスクが増加。
ワークが移動する装置では、接触やトラブルが起きやすい。
■広すぎる場合(5mm以上)
加熱効率が落ちる(必要以上の電力が必要)。
焼入れ深さが浅くなったり、加熱ムラが出る。
ワークの直径に対しての比率で考えることもあり、
一般に「ワーク直径の3〜10%」を目安とします。
周波数とのバランス:
高周波(100kHz以上):浅い焼入れ、狭めの隙間向き。
低周波(10kHz以下):深い焼入れ、広めの隙間でもOK。